- TOP
- Products
- Products and Services
- Decorative Film·Molded Parts
- Decoration Process Line-up
Decoration Process Line-up
Overview
IMD·IML Process Line-up
IMD (Type-TR)
Decorative technology to transfer graphic in injection mold process.

By performing the decoration at the same time as the molding, the production cost can be reduced. It is a construction method that can achieve both a low cost and a high-quality design through aligned decoration.
- High precision alignment is possible
- Trimming of film margin is not required before and after molding
- A combination of multiple designs such as wood grain, metallic, geometric patterns, etc., can be reproduced on the same surface
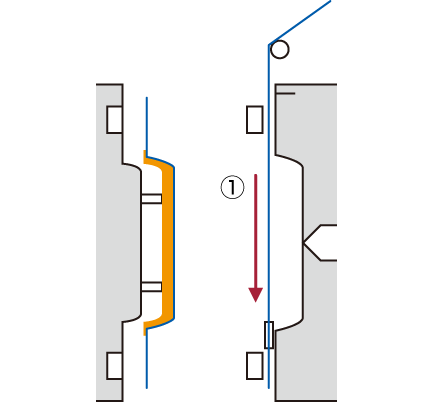
1.
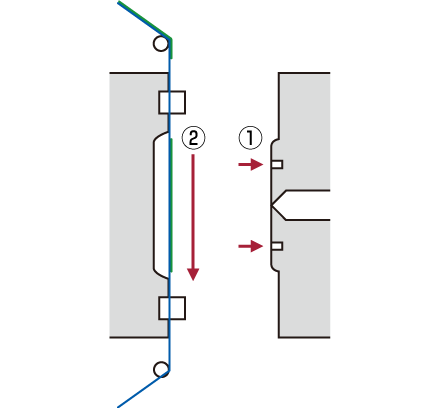
①Film clamp is released
②Film is fed from film feeding equipment and led to a designated position using a sensor fixed in the mold
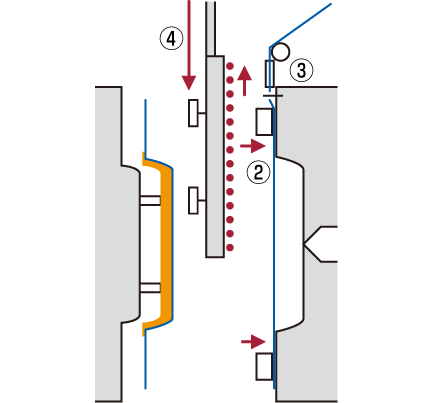
2.
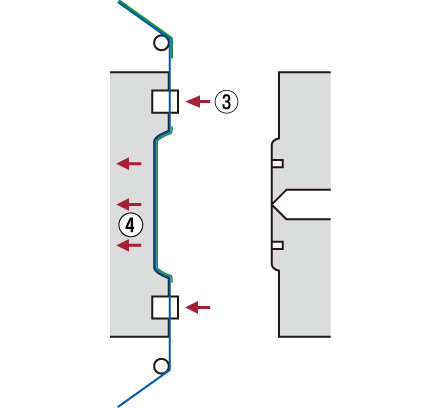
③Film is clamped
④Film is absorbed
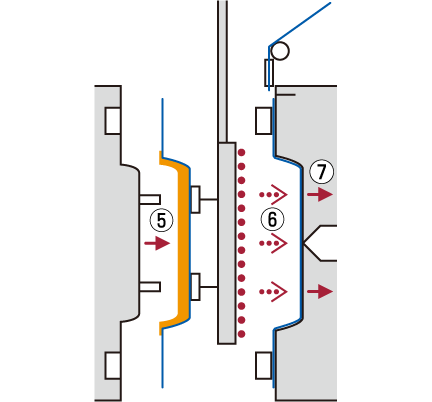
3.
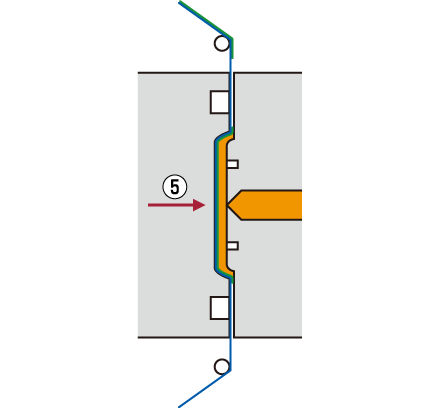
⑤Mold closing ends, followed by injection molding
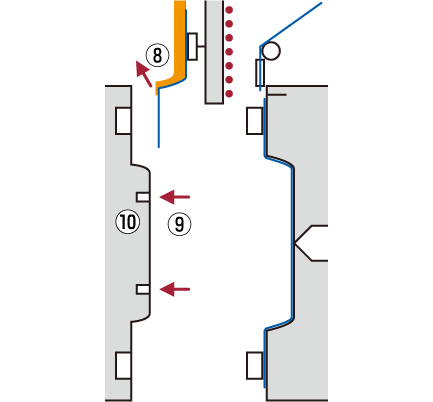
4.
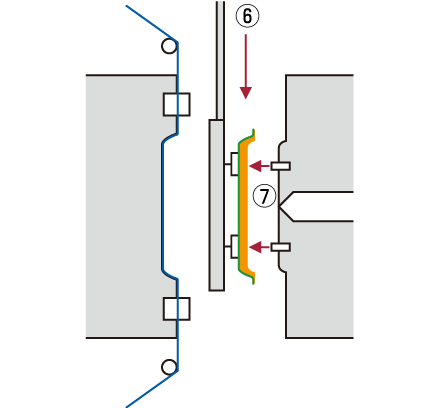
⑥Retrieving robot is introduced
⑦Product is ejected from the fixed end
IML (Type-S)
Decorative technology for more complex 3D shapes.
A design film softened by heating is lined up on the inside of a mold, injection molding takes place, and any annecessary parts are trimmed after that.
- A sharp pattern with almost no distortion can be decorated for highly constricted shapes.
- Using an acrylic film outer layer, a high-quality exterior with a sense of depth and excellent physical properties can be achieved.
- Energy-saving system in which the process is automated and shortened.
1.
①Film is supplied by the film feeding equipment
2.
②Film is clamped
③Film is heat cut and then the feeding equipment returns to the standby position
④Retrieving robot is introduced
3.
⑤Molded part is chucked by the robot
⑥Film is heated by the heater attached to the robot
⑦Film is absorbed and formed
4.
⑧Product is ejected by the robot
⑨Ejector pin is returned
⑩Mold closing starts
5.
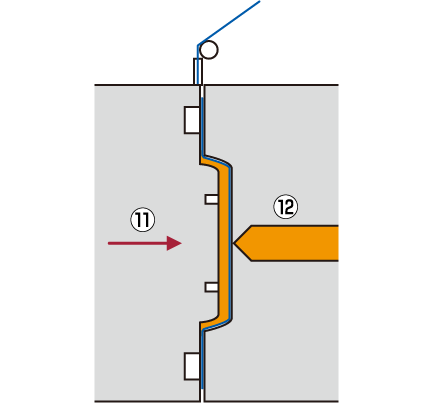
⑪Mold closing ends
⑫Injection molding
6.
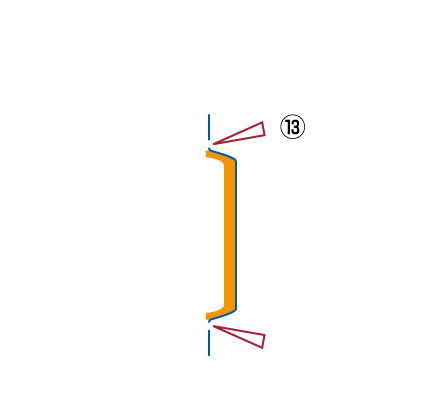
⑬Film on the outer circumference of the molded part is trimmed
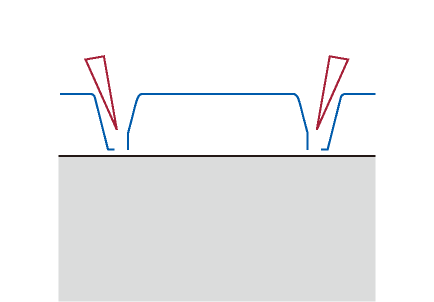
IML (Type-P)
Decorative technology for the most constricted shapes.

This is a pre-form process whereby a design film softened by heating is lined up on the inside of a forming die. Any unnecessary parts will be trimmed. Resin is introduced to the mold and the film integrates with the component while it is being molded.
1.
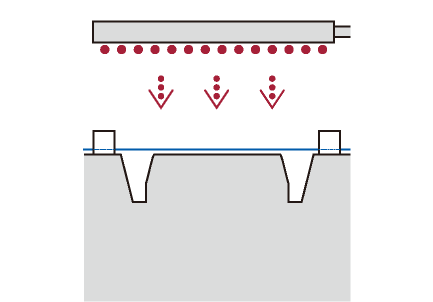
The sheet is heated and softened by the heat source
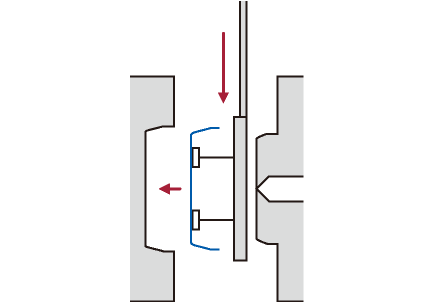
2.
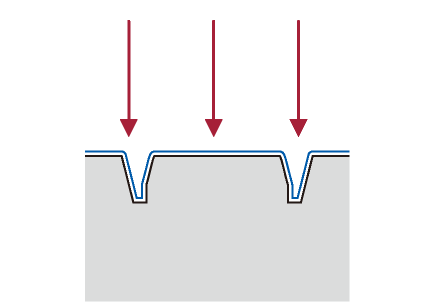
The sheet is formed on the product shape through vacuum forming or pressure forming
3.
Unnecessary areas are trimmed (in two stages, rough cut and pierce cut)
4.
The formed and trimmed sheet is inserted inside the injection mold
5.
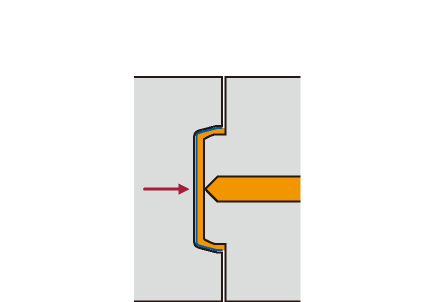
Resin is injected after the mold is closed
6.
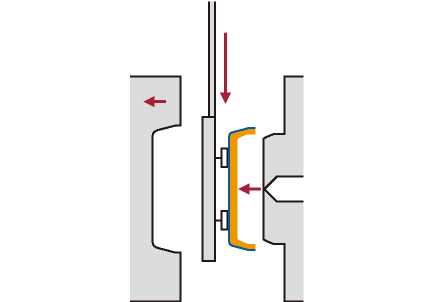
Retrieving robot is introduced
Transfer Process Line-up
Roll type heat transfer
Overview
The part (transferred material) is fixtured on a table using a locating jig. Using a silicon roll, the heat transfer foil is heated and pressed against the part. The transfer foil is released as the table moves forward horizontally, leaving the graphic ink layers on the part. In addition, the transfer machine has a 3-axis servo motor with micro-controller for rotating roller for large molded parts such as air conditioners.
Key features
Flat parts: Transfer to one surface of panel, cabinet, etc. Transfer to cylindrical parts and curved surfaces also made possible by use of rotation jigs.
Up-down type heat transfer
Overview
In this system, The silicon rubber attached to a heating plate moves downward and presses the heat transfer foil against the part. The graphic ink layers are transferred through heat and pressurization. By using metal stamping in place of silicon rubber, hot-stamping is performed.
Key features
Flat products / Flat surface on products
Vacuum press transfer
Overview
A part is located on table overtop of suction (vacuum) openings incorporated into the base. The heat transfer foil is held in position by vacuum pressure and a silicon rubber roller is applied against the part. Heated air is blown from above to inflate the silicon rubber, applying pressure and transferring the graphics onto the part.
Key features
Capability to transfer to 3D curved surfaces